|
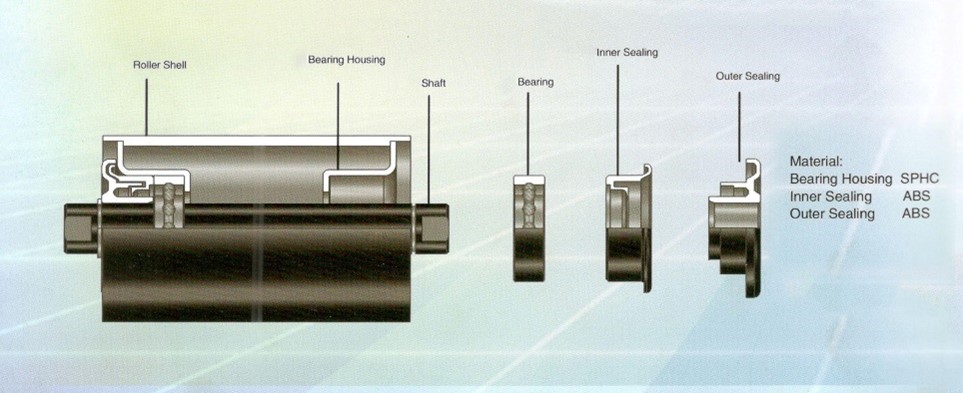
轴承座结构示例 |
产品 |
|---|---|
|
|
|

|
落料 |
首次冲引 |
二次冲引 |
三次冲引 |
四次冲引 |
整形 |
切边,冲孔 |
包装 |
|---|---|---|---|---|---|---|---|
|
|
|
|
|
|
|
|
|







|
冲压设备 |
精度检测仪 |
|---|---|
|
|
|


|
模具 |
半成品 |
成品 |
|---|---|---|
|
|
|
|