|
Стандартный закрывающий фланец типа A |
Стандартный закрывающий фланец типа B |
|---|---|
|
|
|


|
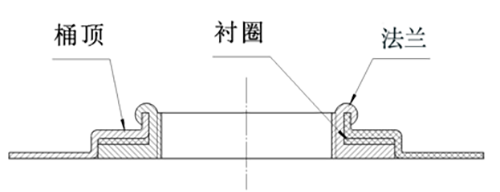
Конструкция с фланцевым и бочкообразным верхним замком |
|---|
|
|
|
Сырьевые материалы |
Готовый продукт |
|---|---|
|
|
|


|
Ранее использованные масла |
Квалифицированные продукты |
Неквалифицированная продукция |
|---|---|---|
|
|
|
|


