|
La ferratura delle lamiere |
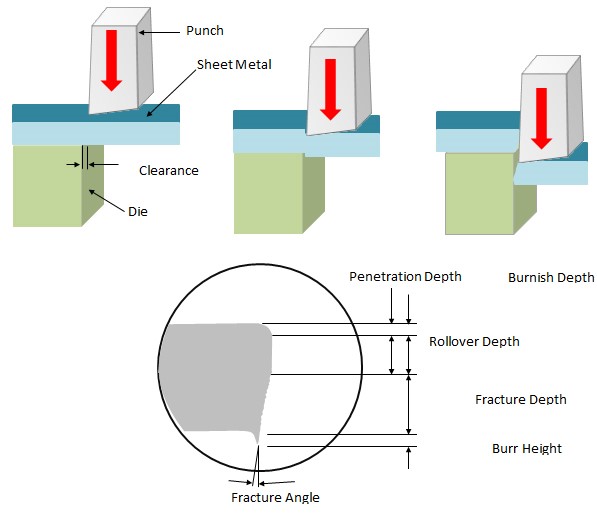
Processo di tranciatura della lamiera |
|---|---|
|
|
|
|
Apparecchiature di tranciatura |
|---|
|
|
|
Illustrazione delle fasi di tranciatura e formatura |
|---|
|
|
|
Materia prima |
Prodotto timbrato |
Dettagli del prodotto |
|---|---|---|
|
|
|
|


