|
Scheren der Bleche |
Stanzverfahren für Bleche |
|---|---|
|
|
|
|
Blanking-Ausrüstung |
|---|
|
|
|
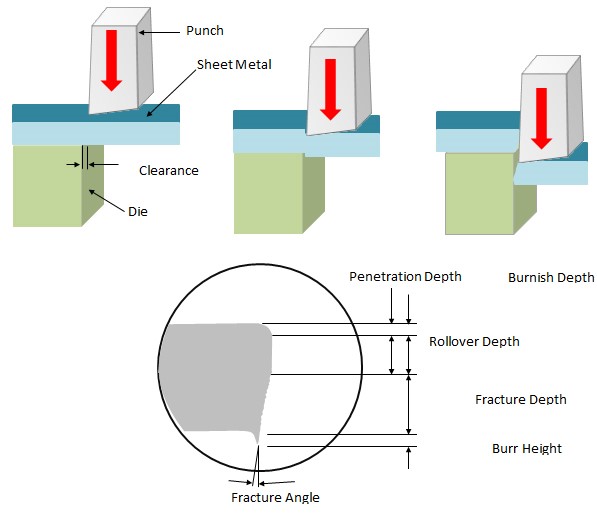
Veranschaulichung der Phasen des Stanzens und Umformens |
|---|
|
|
|
Rohmaterial |
Gestempeltes Produkt |
Details zum Produkt |
|---|---|---|
|
|
|
|


